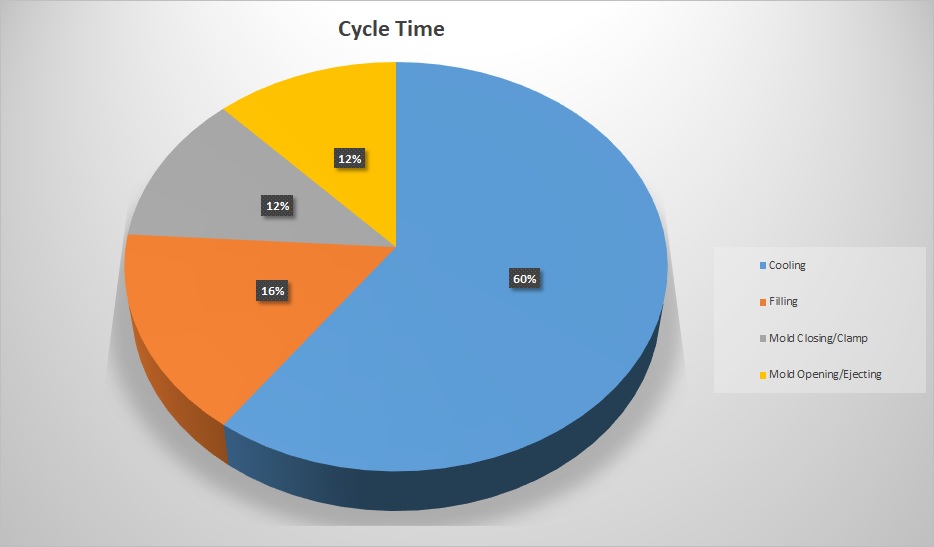
Ben Franklin is quoted as saying, “Time is money,” and in business that still rings true. You can’t afford to waste precious time, nor let money slip away, if you plan to stay in business. With injection molding, the largest part of the manufacturing cycle is cooling. The cooling stage accounts for approximately 60% of the cycle, and reducing this portion by a small fraction will allow your manufacturing operation to produce more product in less time.
In order to ensure a minimum cooling time is achievable, you must first have the proper injection mold cooling system design along with the best cooling method. Want to know what matters and what doesn’t? Read on to learn how to choose the best options for cycle time reduction.
Injection Mold Cooling Methods
There are two standard methods for cooling systems: air cooled or fluid cooled.
- Air cooled molds are not frequently used as they take a long time to reduce the heat in the injection mold via heat transfer dissipation to the surrounding air. If the surround environment for the injection molding machine and mold itself is kept cold, that can increase the amount of heat shed to the air. That may also require additional operating expense to cool that space.
- Fluid cooled molds are the primary source of cooling, with ethylene glycol and water as the most common used fluid mixture. The water provides the cooling as it flows through the mold taking heat out of the mold. The ethylene glycol prevents rust from forming inside the mold cooling piping and helps to keep the mold at a steady temperature during manufacturing use.
Cooling System Design
When designing a cooling system for a new injection mold, there are a few concerns to address for maximum cooling and reduced cycle time:
- All cooling channels within the mold need to be in close proximity to the thickest part of what is being formed.
- If the cooling channels in the mold are larger than 8 millimeters, they should stay the same diameter continuously through the mold.
- Rather than have one large cooling channel internal to the mold, it’s better to add multiple smaller channels to evenly distribute cooling fluid.
- When designing the mold, use a conductive material to improve cooling effectiveness. This is will aid in heat transfer from the part as it cools in the mold.
- Ensure that both halves of the injection mold can be adequately cooled. Only cooling half or a portion of the injection mold increases the chances of part warping as it cools.
Alternative Cooling Devices
Beyond cooling channels internal to the plastic injection mold, additional options are available to increase injection molding cooling efficiency in difficult to reach areas. Below are three options that can be added to the mold to increase cooling and reduce shrinkage and warpage during the cooling stage:
Baffles
A Baffle is a cooling channel drilled perpendicular into a main cooling line. It contains a blade that separates the cooling passage into two semi-circular paths. The coolant flows in one side of the blade, rotates through the semicircular paths, and returns to the main cooling line. The benefit of this type of option is to increase the surface that the coolant can cool, and can also be an economical solution for mold temperature regulation in difficult areas.
Bubblers
A Bubbler is another option, and is similar to a Baffle in its ability to add cooling in difficult areas. The Baffle contains a small tube where the coolant enters the bottom of the tube and bubbles out the top like a fountain. From there the coolant flows down the outside of the Bubbler and returns to the main coolant line. This option is best utilized with slender molding cores that can’t utilize a large coolant path due to its limited thickness.
Both Baffles and Bubblers have limited flow compared to the main cooling channels, so their cooling flow resistance will increase. Extra care needs to be taken when designing a mold with their use. Thankfully both cooling devices can be estimated in current design software, which makes their addition easy to do.
Thermal pins
Thermal pins are alternatives to Baffles and Bubblers. The pin is a sealed cylinder filled with fluid that vaporizes as it draws heat from the mold. The vaporized fluid will condense as it releases the heat to the main coolant, then start the process over with the next molding cycle. The benefit in heat transfer efficiency of the thermal pin is nearly ten times greater than a copper tube, which makes it an effective option to increase cooling capacity.
Injection molding cooling is an essential step in the manufacturing process, and how it is done should be identified as early in the design phase as possible. SEA-LECT Plastics has an elite team of designers, toolmakers, and engineers that have the expertise to design and optimize world-class injection molds. When you need a partner to design or optimize your next injection molding project, call us (425) 339-0288 or email us at mattp@sealectplastics.mystagingwebsite.com. We can offer you advice on the best technology options to use, the best materials to meet your product demands, and how to navigate through each development stage with ease.
Matthias Poischbeg was born and raised in Hamburg, Germany. Matt moved to Everett, Wash., after finishing his bachelor’s degree in business in 1995 to work for Sea-Dog Corporation, a manufacturer, and distributor of marine and rigging hardware established in 1923.
In 1999, Matt took over the reins at Sea-Lect Plastics Corporation, a sister company of Sea-Dog and a manufacturer of plastic injection molded products with an in-house tool & die shop. Matthias Poischbeg is also a contributor to Grit Daily.
2 Comments. Leave new
[…] to melt the resin for injection. That reduced temperature can add value by reducing molding cycle time (less time required to melt the resin), and by reducing power required for the molding machine. […]
[…] https://sealectplastics.mystagingwebsite.com/news/choosing-the-right-cooling-method-is-the-key-to-cycle-time-reductio… […]